آموزش نرم افزار لایه بندی Slc3r
نرم افزار لایه بندی Slc3r
برای آماده سازی طرح مورد نظر برای چاپ بایستی نسبت به لایه بندی آن اقدام کنیم. برای این منظور از نرم
افزار Slc3r استفاده می کنیم. نرم افزار لایه بندی Slc3r نرم افزار متن باز و رایگان است که توسط زبان Perl
نوشته شده است. آخرین نسخه آن را می توانید از آدرس زیر دانلود کنید.
منوی Plater
از طریق این منو می توانید فایل stl خود را به نرم افزار اعمال نمایید. برخی از عملیات پایه نیز از طریق
این منو قابل انجام است که عبارتند از:
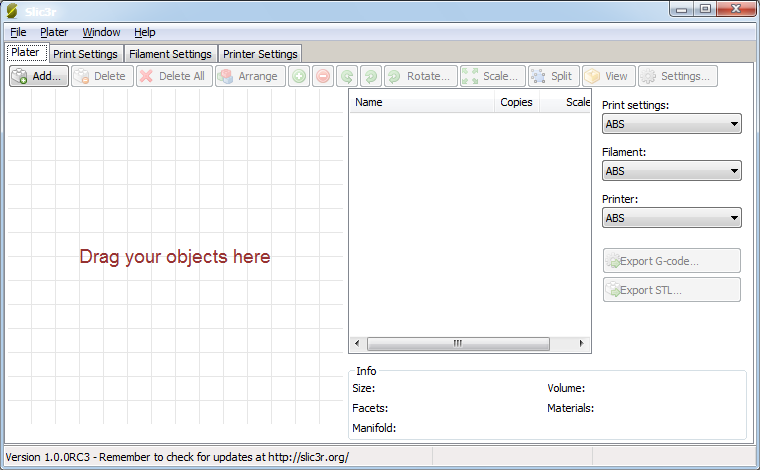
چرخش طرح- مقیاس دادن به مدل و بزرگتر و کوچک تر کردن آن- قطعه قطعه کردن مدل- مشاهده
مدل
همچنین در این بخش می توان چندین مدل را کنار هم قرار داده و در نهایت نسبت به ذخیره طرح در
قالب فایل لایه بندی شده gcode مبادرت نمود.
در هنگام export نمودن مدل به gcode میتوانیم تنظیمات مورد نظر را به فایل gcode اعمال نماییم.
این تنظیمات در نرم افزار در قالب سه دسته عمده قرار داده شده اند که عبارتند از :
تنظیمات چاپ Print settings – تنظیمات فیلامنت Filament Settings – تنظیمات چاپگر
Printer Settings
که در ادامه به توضیح هر بخش از تنظیمات میپردازیم .
.2 منوی Print Settings
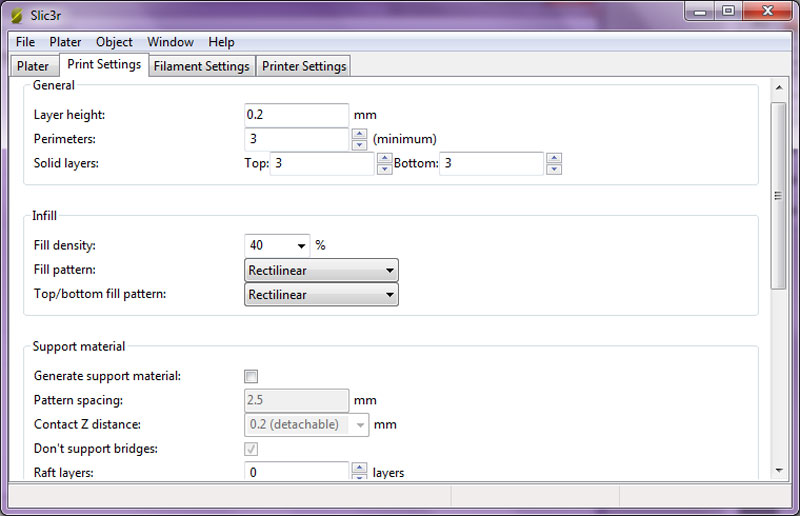
در این منو تغییر در اغلب تنظیمات نیاز نیست و لذا تنها به مواردی اشاره می شوند که مهم بوده و یا
تغییر در آنها باعث بهبود یا افت شدید کیفیت چاپ میشوند .
اولین مورد تنظیمات مربوط به Layer height و First layer height از بخش Layers and perimeters می باشد .
با نازل 0.4 میکرون) 0.4 میلی متر( مقادیر به ترتیب 0.3 mm و 0.35 mm کیفیت مناسبی
را به دست می دهد و برای نازل 300 میکرون) 0.3 میلی متر( مقادیر به ترتیب 0.15 mm و
0.20 mm توصیه می شوند.
بخش بعدی از این منو، بخش Infill میباشد که تنظیم مربوط به پرکردن سطح داخلی هر لایه
در آن انجام میپذیرد . سه تنظیم مهم در این بخش وجود دارند که عبارتند از:
- درصد پرکردن سطح داخلی هر لایه یا Infill density که درحالت پیش فرض بامقدار 40 درصد
یا عدد 0.4 تنظیم میگردد .
- Fill pattern : یا الگوی پرکردن سطح داخلی که در اغلب موارد الگوی honeycomb یا لانه
زنبوری انتخاب میشود . الگوی rectilinear یا مستطیلی دارای سرعت کمتری نسبت به الگوی
لانه زنبوری بوده ولی در عوض قطعه چاپی دارای استحکام بیشتری خواهد بود .
- الگوی پرکردن سطوح ابتدایی و انتهایی مدل چاپی با Top/bottom fill pattern می باشد .
این تنظیم معمولا روی الگوی rectilinear تنظیم می شود . توجه کنید که الگوی
rectilinear مواد بیشتری مصرف کرده، استحکام بیشتری داشته و سطح را کاملا می پوشاند
لذا در لایه های ابتدایی و انتهایی مدل چاپی از این الگوی پرکردن استفاده می شود .
بقیه تنظیمات در این بخش بدون تغییر می مانند .
- بخش speed مربوط به سرعت حرکت هد نازل دستگاه و محورهای آن است که معمولا نیاز
به تغییر ندارند .
- بخش skirt and brim مربوط به اولین لایه چاپی و بخشی از اولین لایه است که محدوده
دور مدل چاپی را تعیین میکند که معمولا نیاز به تغییر ندارند
- بخش support material مربوط به اِعمال ساپورت ) ستون حامی ( در قطعاتی است که
دارای شیب منفی بوده و یا بخشهایی از قطعه بصورت آویزان (overhang) هستند . این بخش
را غیر فعال می کنیم چرا که اولاً اعمال ساپورت بر روی مدل اصلی بهتر از اعمال آن در gcode
و به هنگام لایه بندی مدل است . ثانیاً تنظیمات مربوط به ساپورت و امکانات مرتبط با آن در
برنامه AutoDesk meshmixer بسیار بیشتر بوده و قابل مقایسه با slic3r نیست.
-3 منوی
Filament Settings
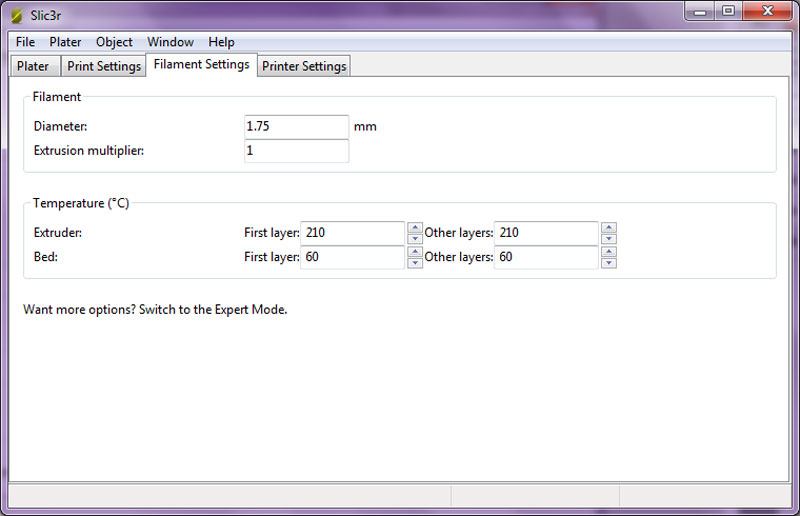
بیشتر پرینتر ها از فیلامنت 1.75mm استفاده می کند لذا یکی از تنظیمات مورد نیاز در این
بخش تنظیم همین گزینه در Diameter می باشد . درجه حرارت Extruder و Bed را نیز
برای فیلامنت ABS مطابق شکل فوق برای تمامی لایه ها بترتیب روی 230 درجه و 80 درجه
سانتیگراد تنظیم می کنیم .
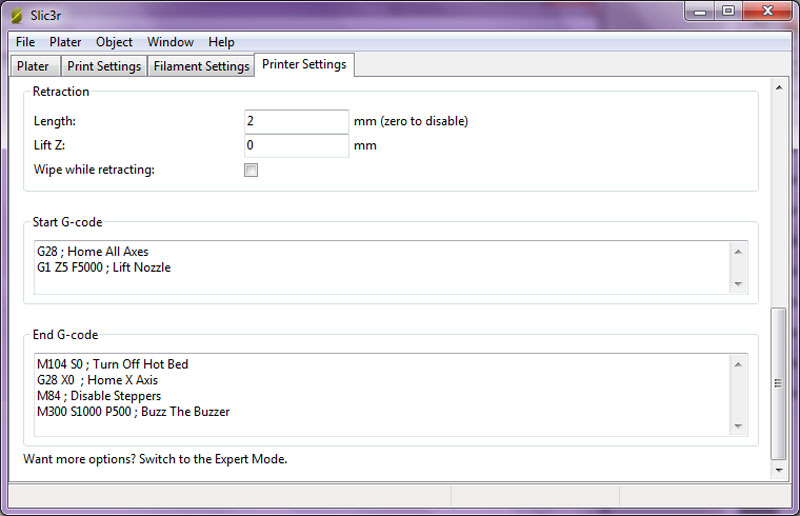
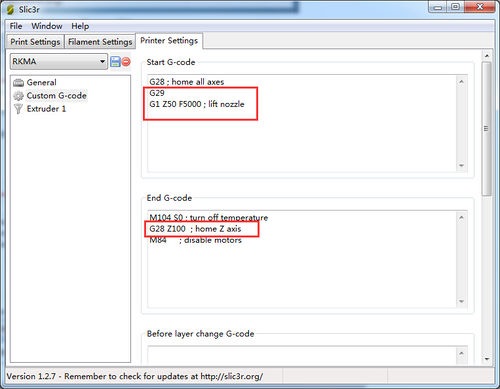
-4-2 منوی Printer Settings
سایز صفحه پرینت پرینتر سه بعدی Chaapbot مدل 20*20 عبارتست از 200mm در
200mm لذا نقطه مرکز صفحه پرینت نیز متناسب با اندازه صفحه بر روی 100 mm و
100mm تنظیم میگردد .
در بخش Custom G-code نیز می توان کدهای خاصی را در نظر گرفت تا نرم افزار slic3r
به ابتدا و انتهای لایه بندی شده نهایی (g-code) اضافه کند
آخرین تنظیم مورد نیاز نیز مربوط به قطر نازل مورد استفاده در هد اکسترودر سیستم می باشد .
بسته به نوع نازل پرینتر خود Nuzzle diameter را تنظیم نمایید .