











فیلامنت PLA سبک وزن ایسان 1.75 eSUN ePLA-LW Black
- تولید کننده: ایسان - ESUN
- کد محصول: 1.75 eSun ePLA-LW
- موجودی: موجود نمی باشد
- بازدید: 5371
- قیمت : {ناموجود}
وقتی موجود شد بهم اطلاع بده
فیلامنت PLA سبک وزن ایسان ePLA-LW (Lightweight PLA) ماده ای است که به طور ویژه توسط شرکت ایسان eSUN برای زمینه های هواپیماهای مدل، پهپادها و COSPLAY ساخته شده است. در مقایسه با فیلامنت چوب Wood این فیلامنت eSun ePLA-LW (فوم ) پیوند بین لایه ای پایدارتری دارد و با تنظیم دمای چاپ می توان میزان کف و قدرت آن را کنترل کرد فیلامنت PLA فوم ایسان eSUN ePLA-LW فوق سبک است که کاربرد بسیار زیادی در ساخت بدنه هواپیماهای مدل و سازه های سبک دارد
|
Filament |
ePLA-LW |
|
Recommended printing temperature |
190-270℃ |
|
Unfoamed printing temperature |
190-210℃ |
|
Foam printing temperature |
210-270℃ |
|
Maximum foaming temperature |
270℃ |
|
Maximum foaming rate (270℃) |
122% |
|
Lowest extrusion rate (270℃) |
45% |
|
Bed temperature |
45-60°C/No heating (Masking paper, PVP solid glue, glass board, carbon fiber board, PEI) |
|
Printing speed |
40-80mm/s |
ویژگیهای اصلی فیلامنت PLA فوق سبک وزن ایسان eSUN ePLA -LW
1- ایده آل برای ساخت هواپیما
2- چسبندگی بین لایه ای پایدار از طریق فناوری فوم فعال
3-چگالی کم ،تا 0.54 گرم بر سانتی متر مکعب
4- تنظیم آسان استحکام و نسبت فوم شدگی
5-جلوه سطحی عالی، مات و ظریف
6- رنگ آمیزی آسان، چسبندگی رنگ سطحی قوی
7- چسبندگی خوب بین لایه ها، مقاوم در برابر انفجار و تعمیر آسان
8- نسبت حجم کف 220 درصد است و 1 رول ePLA-LW معادل 2.2 رول PLA معمولی است.
9- پرینت پذیری عالی، مدل های بزرگ تاب ندارند ، مسدود نمی شوند و به محفظه دمای ثابت نیاز ندارند
استفاده از PLA سبک وزن هواپیمای مدل را قادر میسازد تا بار بال سبکتر و سرعت استال کمتری داشته باشد. برای مدل هایی مانند هواپیما، در شرایط قدرت متعادل، کاهش وزن تا حد ممکن می تواند عملکرد هواپیما را تا حد زیادی بهبود بخشد.
در حدود 210-270 درجه سانتیگراد، این ماده در حین پرینت شروع به کف کردن می کند و حجم آن را نزدیک به 1.2 برابر افزایش می دهد و نرخ اکستروژن چاپ را می توان برای چاپ قطعات سبک وزن تا 45٪ کاهش داد. فوم باعث می شود الگوی لایه ای تقریبا نامرئی باشد و سطح آیتم چاپ شده مات و ظریف باشد.






|
3D PRINTING FILAMENT |
Test Method |
ePLA-LW |
|
Melt Flow Index(g/10min) |
GB/T 3682-2000 |
8.1(190℃/2.16kg) |
|
ensity |
GB/T 1033-86 |
1.2g/cm3 |
|
IZOD Impact Strength(kJ/㎡) |
GB/T 1843-96 |
8.58kJ/㎡ |
|
Tensile Strength(MPa) |
GB/T 1040-92 |
32.2MPa |
|
Elongation at Break(%) |
GB/T 1040-92 |
68.9% |
|
Flexural Strength(MPa) |
GB/T 9341-2000 |
41.31MPa |
|
Flexural Modulus(MPa) |
GB/T 9341-2000 |
1701MPa |
:Printing performance indicators comparison
|
Filament |
Wood |
ePLA-LW |
|
Foaming process |
Foaming during production but not foaming during printing |
No foaming during production, foaming during printing |
|
Interlayer bonding |
Normal |
Strong |
|
Density |
0.7 |
Up to 0.54 |
|
Free adjustment of foaming ratio and strength |
No |
210-270℃ |
:Printing parameters
|
Filament |
ePLA-LW |
|
Recommended printing temperature |
190-270℃ |
|
Unfoamed printing temperature |
190-210℃ |
|
Foam printing temperature |
210-270℃ |
|
Maximum foaming temperature |
270℃ |
|
Maximum foaming rate (270℃) |
122% |
|
Lowest extrusion rate (270℃) |
45% |
|
Bed temperature |
45-60°C/No heating (Masking paper, PVP solid glue, glass board, carbon fiber board, PEI) |
|
Printing speed |
40-80mm/s |
Note: Printing test conditions: nozzle 190-280℃; layer height 0.2mm; bed 45℃; speed 40mm/s
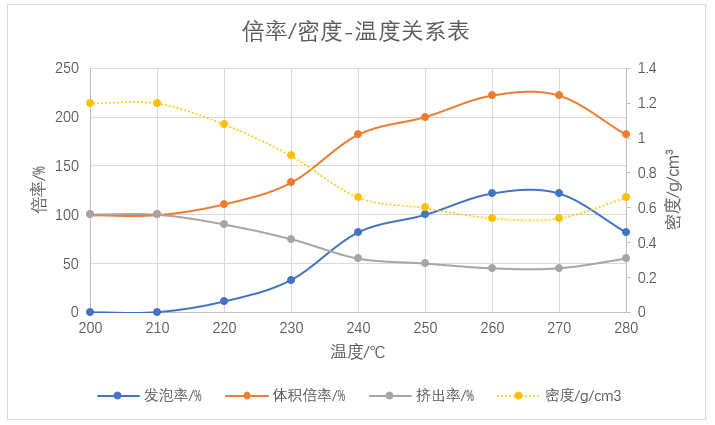
:With different temperature foaming ratio
|
Temperature/℃ |
200 |
210 |
220 |
230 |
240 |
250 |
260 |
270 |
280 |
|
Foaming rate/% |
0 |
0 |
11 |
33 |
82 |
100 |
122 |
122 |
82 |
|
Volume ratio/% |
100 |
100 |
111 |
133 |
182 |
200 |
222 |
222 |
182 |
|
Extrusion rate/% |
100 |
100 |
90 |
75 |
55 |
50 |
45 |
45 |
55 |
|
Density/g/cm3 |
1.2 |
1.2 |
1.08 |
0.9 |
0.66 |
0.6 |
0.54 |
0.54 |
0.66 |
|
speed |
40mm/s |
||||||||
Note: Print test conditions: bottom plate 45℃; speed 40mm/s
Temperature-rate relationship table
موارد احتیاط:
1- توجه داشته باشید که تنظیم سرعت لایه اول با سرعت واقعی چاپ مطابقت دارد، روی 100٪ سرعت چاپ واقعی تنظیم شده است، عملکرد کاهش سرعت چاپ لایه اول و منطقه کوچک را خاموش کنید، نرخ اکستروژن لایه اول با سرعت واقعی مطابقت دارد. نرخ اکستروژن فوم، مانند 270 درجه تنظیم شده به 45٪ از نرخ اکستروژن لایه اول. اگر چسبندگی بستر خیلی قوی است، می توانید هنگام چاپ نرخ تزریق را تنظیم کنید.
2- به حداکثر دمای کارکرد چاپگر توجه کنید. اکثر چاپگرهای لوله تفلون نمی توانند برای مدت طولانی بالای 250 درجه سانتیگراد کار کنند. چاپ طولانی مدت بالاتر از این دما ممکن است باعث مسدود شدن شود. اگر درجه حرارت بیش از 250 درجه سانتیگراد باشد، چاپگرهایی با دمای بالا مانند شیلنگ های فلزی برای چاپ مورد نیاز هستند.
3- زرد شدن قطعات چاپ شده پس از فوم شدن در دمای بالا یک پدیده طبیعی است. کاهش دمای چاپ می تواند آن را تسکین دهد.
4- از آنجایی که ePLA-LW به طور مداوم در حفره ذوب نازل با دمای بالا فوم می کند، پس کشیدن یا Retraction اساسا کار نمی کند. رشته شدن یا stringing در حین چاپ طبیعی است. توصیه می شود مدل ها را در حالت گلدانی یا VASE چاپ کنید تا اثر رشته بندی کاهش یابد.
5- نسبت فوم مربوط به دما، سرعت چاپ، اندازه حفره ذوب نازل است، توجه داشته باشید که ضخامت دیوار طراحی مدل را با توجه به وضعیت چاپ خود مقایسه کنید، نرخ اکستروژن، دما، سرعت و سایر پارامترها را تنظیم کنید.
محصولات مرتبط


برچسب ها: فیلامنت, فیلامنت PLA سبک وزن ایسان 1.75 eSUN ePLA-LW Black



